
Remember me

LCD are now being outpaced by other display technologies but have not been entirely left behind. Among FPD, LCD still hold the highest market share and are widely used in notebooks, organizers, mobile phones, pocket calculators, measuring and control instruments, electronic games, TVs, audio–video equipment, PC monitors, and many other devices (Fontana et al. 2020). LCD can be broken down into several key components: metallic parts (Al and Fe), plastic casings, optical foils, the light guide (made of poly(methyl methacrylate), PMMA), printed circuit boards (PCBs), cables, the backlight (e.g., CCFLs), and the glass panel (the primary functional part) (Forte 2014). Recycling these materials involves a disassembly step aimed at removing hazardous components (e.g., CCFLs) and recovering valuable ones (such as PCBs, metallic fractions, and plastic casings) for further treatment (Buchert et al. 2012). As discussed in Sect. 2.2, In content in FPD end products varies widely due to technological differences between display types and generations, product structure, and application specifics (Horta Arduin et al. 2020; Xiao et al. 2026). This results in strong chemical heterogeneity of the material and dispersion of In in the waste. Therefore, pretreatment is crucial for concentrating In and increasing recovery. Although pretreatment increases initial operating costs, it can improve the profitability of In recovery by increasing the In concentration in the feedstock and reducing the volume subjected to leaching and extraction processes (Savvilotidou et al. 2019; Becci et al. 2024).
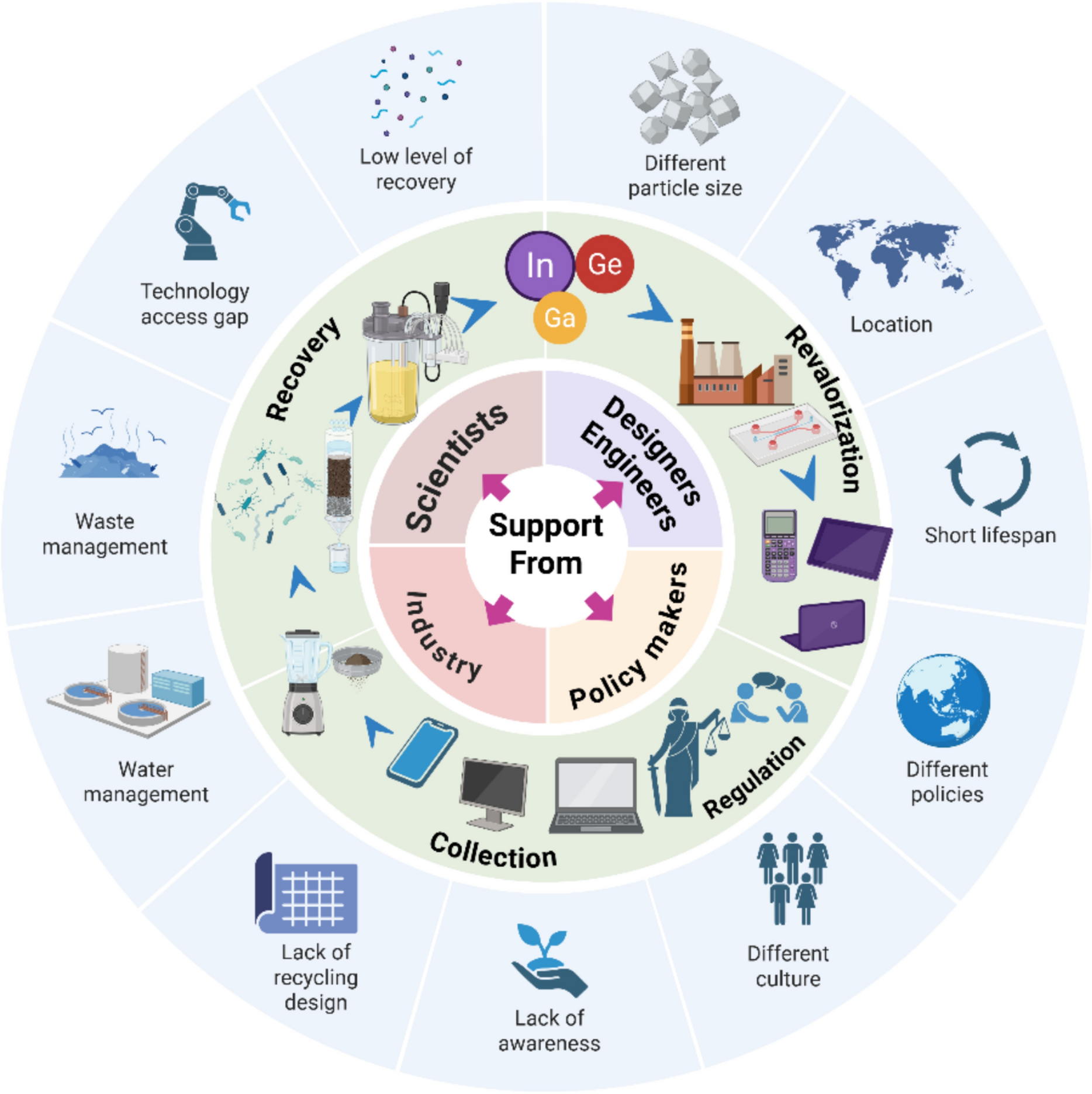
Mechanical recycling technologies are well-developed, but the recovery of In from FPD remains a challenge. This difficulty applies not only to In, but also to other critical metals, such as Ga, Ge, and rare earth metals, due to their low concentration, dispersion within electronic components, and the diversity of products, which exhibit varying concentrations and material heterogeneity. Furthermore, these products are neither designed nor assembled with recycling principles in mind (Willner et al. 2021). The main challenge lies in developing cost-effective recycling solutions for materials that are integrated into alloys, composites, or tightly packed within material structures, which complicates disassembly. In recent years, numerous studies on In recovery from FPD have been published; however, most have been conducted only at the laboratory scale, and a fully developed recycling technology is still lacking (Fontana et al. 2020). Figure 4 presents possible ways of FPD waste processing and In recovery, including three approaches in the recycling chain: pyrometallurgical and hydrometallurgical processes, and, as a promising alternative, the biometallurgical approach.
Fig. 4 The alternative text for this image may have been generated using AI.
The alternative text for this image may have been generated using AI.Schematic representation of possible pathways for processing FPD and In recovery on a laboratory scale—three approaches within the recycling chain: pyrometallurgical, hydrometallurgical and biometallurgical
Indium recovery from LCD panels has been investigated using various methods, including dissolution, extraction, separation, and purification (Zhang et al. 2015; Amato and Beolchini 2018), leaching processes (Rocchetti et al. 2015; Fontana et al. 2020; Qin et al. 2021), and solvent extraction (Ruan et al. 2012; Pereira et al. 2018). Literature data indicate that hydrometallurgical treatment is the most frequently used method for recovering In from waste panels (Zhang et al. 2015; Fontana et al. 2020).
The primary focus of research into recycling technologies for FPD waste has been on the recovery of inorganic components, particularly rare earth metals (e.g., Ce, Eu, Ga, Ge, In) (Ruiz-Mercado et al. 2017; Zheng et al. 2023) and other inorganics identified by the European Commission as CRMs (Horta Arduin et al. 2020). However, it is essential to recognize that a variety of organic compounds are crucial for the functionality of electronic devices, and their recycling should not be neglected.
The development of recycling technologies generally involves the following steps:
Pretreatment aimed at improving the collection of the ITO layer from FPD before metal dissolution processes;
metal dissolution, targeting the extraction of all desired metals from FPD waste;
metal recovery, using various methods to separate metals from the mixtures obtained after leaching/bioleaching, and production of specific valuable products.
3.1 Pretreatment3.1.1 Conventional methodsSeveral pretreatment methods have been tested to improve the collection of the ITO layer from FPD glass prior to metal dissolution processes. These methods can be classified into mechanical, thermal, and magnetic approaches, each with distinct advantages and limitations.
3.1.1.1 Mechanical PretreatmentStępień et al. (2017) highlighted the importance of the initial processing of LCD screens, which includes dismantling and crushing prior to acidic leaching. This step helps minimize metal encapsulation in organic layers, thereby enhancing the recovery of metals such as In. Traditional mechanical separation technique include brushing, mechanical exfoliation with a negative-pressure dry polisher (Wang et al. 2017), and mechanical stripping (Zhang et al. 2017). Lahtela et al. (2019) found that brushing with sanding abrasion effectively removed ITO layers from LCD glass and enabled the recovery of 96.2% In. Size reduction is another common pretreatment step conducted prior to leaching. Three different milling technologies (cutting, blade, and rod milling) were tested, and In was found to be concentrated in the finest fraction (< 212 µm), with the best results obtained after rod milling (around 51 wt% of < 212 µm fraction after 30 min of milling in wet conditions, yielding 276.6 ppm of In) (Ferella et al. 2017). However, increasing milling time can reduce In leaching efficiency, as the average particle size of waste LCD panels initially decreases but later increases due to the agglomeration of smaller particles among each other (Lee et al. 2013). For example, non-crushing methods have been tested in three different ways: i) leaching of upper LCD glass after cutting it into 4 × 4 cm pieces (Zhang et al. 2017), ii) electrical disintegration to separate the two glass substrates, thereby enabling higher leaching capacity for In from ITO compared to conventional grinding (Dodbiba et al. 2012), iii) direct leaching of 5 × 5 cm LCD scraps (Fontana et al. 2015). The rate of In dissolution from unground samples was found to be higher due to differences in vibration frequencies between the vitrified surfaces of LCD waste and the ITO thin-film, which cause detachment of the In-rich ITO layer (Fontana et al. 2020).
3.1.1.2 Thermal PretreatmentThermal processes are used as a pretreatment to remove organic components (plastics, binders) from shredded LCD, preparing the material for subsequent hydrometallurgical processes (Fig. 4). Pyrolysis, a thermal decomposition process, is widely used for FPD recycling and typically conducted at elevated temperatures (around 450 °C) in the absence of oxygen (Wang and Xu 2016; Fontana et al. 2020; Eluri et al. 2025). However, key challenges arise during this process. Polyimide alignment layers can experience significant thermal degradation, leading to the formation of potentially toxic byproducts through interactions with liquid crystal monomers (Zhu et al. 2021). Certain liquid crystal monomers, particularly fluorinated biphenyls, represent persistent organic pollutants that can be released during pyrolysis, posing environmental and health risks (Liang et al. 2021; Yang et al. 2024). Lahtela et al. (2019) tested heat and plasma treatment prior to mechanical brushing but found that these thermal pretreatments did not improve the yield or purity compared to direct brushing alone. However, laser treatment caused the ITO layer to evaporate rather than mechanically remove it, making it a potentially promising option for metal recovery through gas capture systems. To address the challenges associated with pyrolysis, innovative pretreatment strategies such as alkaline or acidic hydrolysis can precede thermal treatment to improve separation (Cuvilas and Yang 2012), while co-pyrolysis with biomass materials has shown promise in enhancing efficiency and reducing harmful emissions (Shen et al. 2018).
Pyrometallurgy is generally less suitable for direct FPD recycling compared to hydrometallurgy or combined pyro-hydrometallurgical methods. FPD contain specific components like In and rare earth elements (e.g., Eu, Gd), which are highly dispersed in electronics, and pyrometallurgy is most suitable for sources with relatively high concentrations of target metals (Sun et al. 2017; Battelle 2023). Therefore, most studies on In recovery from FPD, are still only at a laboratory scale (Fontana et al. 2020) and are focused on more precise and selective hydrometallurgical methods with higher recovery purity.
3.1.1.3 Magnetic PretreatmentMagnetic separation has emerged as a valuable pretreatment method for In recovery from LCD waste. Recent findings by Willner et al. (2025) demonstrate that despite In being non-magnetic, it accumulates predominantly in ferromagnetic fractions, suggesting its association with Fe-bearing phases in the LCD matrix. In coarse fractions (> 1 mm), In was exclusively detected in the magnetic fraction at 244 mg/kg with extremely elevated Fe content (450,055 mg/kg), while remaining undetectable in non-magnetic counterparts. Similarly, in fine fractions (< 1 mm), In was present only in the magnetic portion (71 mg/kg). This indicates that In is likely entrapped within ferromagnetic phases in the original material, rather than being co-precipitated during leaching as previously suggested by Toache-Pérez et al. (2020, 2022). These findings highlight magnetic separation as a promising pre-concentration step that can enhance downstream hydrometallurgical processing efficiency.
3.1.2 A perspective technology: application of bacterial processesAlthough significant progress has been made toward developing more environmentally friendly pretreatment methods within traditional processes, microbial biotechnological processes may offer a more sustainable alternative with a reduced carbon footprint and transformation capacity of new persistent organic pollutants, such as fluorinated biphenyls into more biologically accessible intermediates (Zhu et al. 2024; Li et al. 2025). While no studies have yet investigated the use of bacterial processes for removing organic material from FPDs, we conducted a comprehensive literature review and summarize here several promising bacterial strategies for this purpose.
The remarkable metabolic diversity of microorganisms, particularly chemoorganoheterotrophs, position them as strong contenders to replace pyrolysis in recycling the organic compounds found in FPD. Interestingly, despite the wide array of organic compounds present in a typical FPD, as listed in Table 4, nearly all are biodegradable, including synthetic organic compounds (Table 5). This biodegradability likely stems from the structural resemblance between synthetic organics and naturally occurring molecules, enabling microorganisms to utilize existing enzymes for their degradation (Ru et al. 2020; Ali et al. 2021).
Table 5 Biodegradability potential of synthetic and natural organic compounds in devices with LCD technologyWhile the innate biodegradation potential of microorganisms is undeniably valuable, the recycling of organic substances can still be optimized. One approach involves employing microbial consortia, which act synergistically as different taxa perform distinct steps of biotransformation, enabling the breakdown of complex molecules that a single species could not manage alone. Another promising avenue lies in the bioengineering of biodegradation-capable strains, focusing particularly on enhancing their enzymes. Moreover, genetic engineering could extend the ability to degrade synthetic organic compounds to other microorganisms, further broadening their application (Pant 2014; Han et al. 2022; Golzar-Ahmadi et al. 2024).
A promising perspective strategy for the degradation and subsequent utilization of organic compounds in FPD waste recycling may involve the application of acetic acid bacteria (AAB). AAB, Gram-negative and obligate aerobes of the family Acetobacteraceae, are among the most renowned industrial bacteria, with the genera Acetobacter, Gluconacetobacter, Gluconobacter, and Komagataeibacter being particularly prominent (Raspor and Goranovic 2008; Saichana et al. 2015). While their name reflects only their ability to convert glucose and ethanol into acetic acid, AAB oxidize various sugars and alcohols incompletely, yielding a spectrum of organic acids such as arabonic, butyric, galactonic, gluconic, lactic, pyruvic, and succinic acids (Mamlouk and Gullo 2013; Zhang et al. 2023). Furthermore, they hold economic importance due to their lesser-known ability to produce extracellular polysaccharides, most notably bacterial cellulose (BC), which forms a gelatinous membrane, the pellicle, on the surface of liquid culture (Gullo et al. 2018), as well as acetan and acetan-like polysaccharides (Trček et al. 2021).
The potential use of organic compounds from e-waste, often considered to have little remaining economic value, can be well illustrated at least as a partial substitute of expensive synthetic organic material by organic compounds recovered from LCD waste and use it for revalorization to BC-material. While BC and plant cellulose are chemically identical, BC is distinguished by its absence of impurities, such as hemicellulose, lignin, and pectin, as well as its superior physicochemical properties, including a high degree of crystallinity and polymerization, pronounced hydrophilicity, enhanced tensile strength, excellent biocompatibility, and remarkable biodegradability (Gorgieva and Trček 2019; Naomi et al. 2020). However, the high production costs of BC, often significantly exceeding those of conventional plant cellulose, pose a major obstacle to its broader application (Islam et al. 2017).
A key factor driving these costs is the reliance on expensive synthetic growth media, which typically use glucose as a carbon source alongside various costly nutrient. While these media significantly enhance BC yields, their high-cost limits BC’s range of applications. This issue has long been recognized, and the development of cost-effective yet efficient growth media is one of the most thoroughly reviewed topics in the field (Velásquez-Riaño and Bojacá 2017; Islam et al. 2017; Hussain et al. 2019; Ul-Islam et al. 2020; Swain et al. 2022; El-Gendi et al. 2022; Patel et al. 2023). Waste materials, such as agricultural, food and beverage, municipal, and textile wastes, are frequently proposed as alternatives to synthetic media, offering a dual benefit: reducing production costs and addressing the environmental challenge of waste disposal.
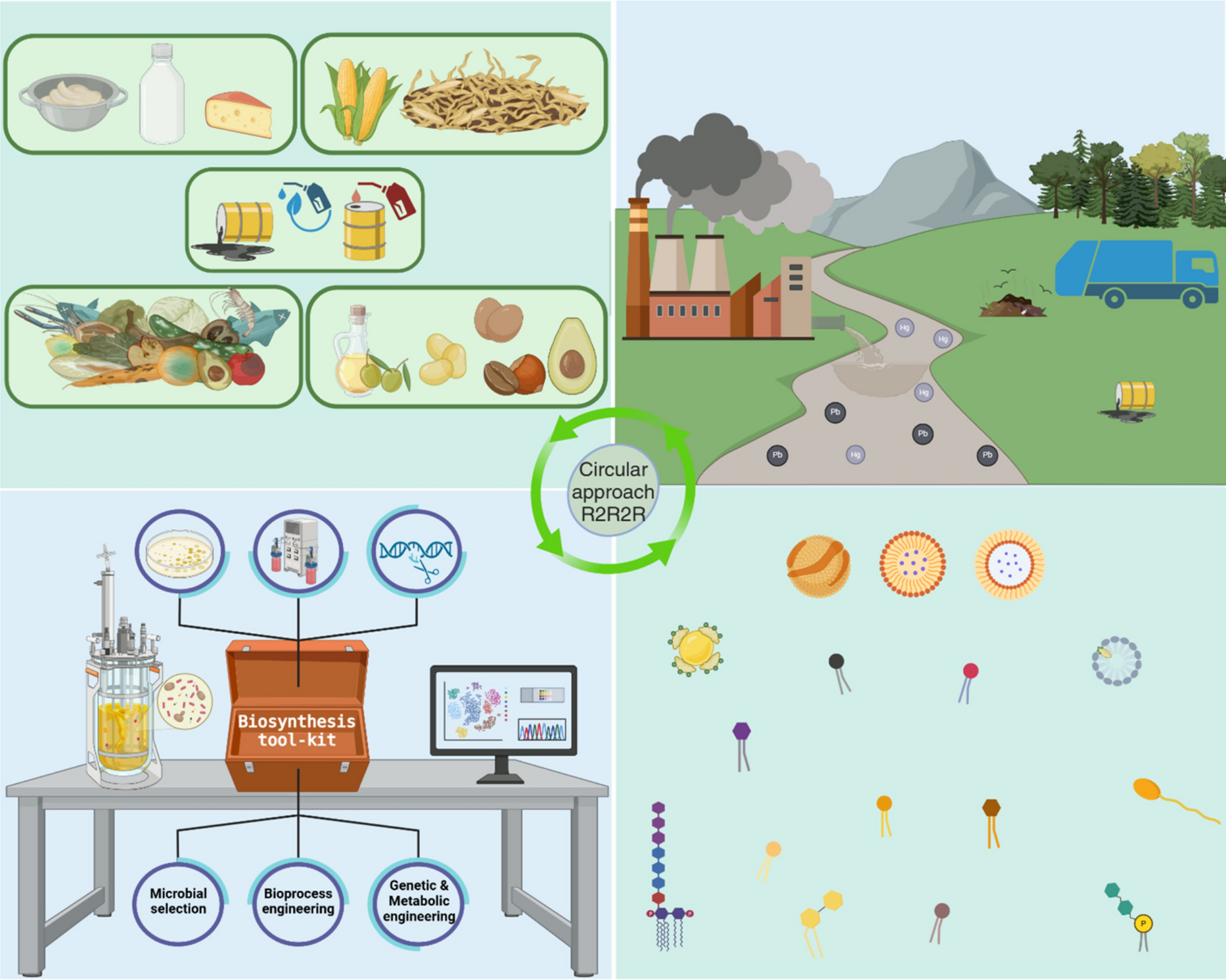
Among newer waste types, e-waste particularly in its shredded dust (or powder) form, emerges as a promising yet underexplored option for BC production. While microorganisms and their biotechnological processes are often viewed primarily as alternative recycling methods, they also provide an added benefit, the generation of valuable microbial products. For example, integrating shredded dust e-waste into existing growth media could lower costs while maintaining efficiency. BC-producing AAB are an excellent case in point, as they could potentially utilize organic compounds from e-waste as an alternative, low-cost carbon source for producing versatile and widely applicable BC (Fig. 5).
Fig. 5 The alternative text for this image may have been generated using AI.
The alternative text for this image may have been generated using AI.Conceptual framework for valorising organic materials from electronic waste into bacterial cellulose for diverse applications. This organic material recovery and conversion represent the first step in a comprehensive e-waste recycling process, with metal recovery following in subsequent stages (not shown)
Due to the intrinsic presence of numerous enzymes that enable various microorganisms to biodegrade organic compounds in FPD, as highlighted in Table 5, AAB naturally demonstrate potential for growth on e-waste. The first group of organic compounds that AAB could exploit as a carbon source includes various cellulose derivatives. As cellulose-producing organisms, much like plants, AAB not only carry the cellulose synthase operon but also a suite of additional genes essential for cellulose biosynthesis, including those encoding different cellulases (Tonouchi 2016). Among these, at least two cellulases have been identified in AAB: carboxymethyl cellulase (CMCase) (Husemann and Werner 1963) and β-glucosidase (Tonouchi et al. 1997). CMCase, an endo-1,4-β-glucanase, is thought to play a role in remodeling cellulose microfibrils, such as by reducing tensional stress (Tonouchi 2016). This cellulase is particularly efficient at hydrolyzing water-soluble forms of cellulose, including carboxymethyl cellulose, hydroxyethyl cellulose, and cellodextrin (Ito et al. 2004).
Through hydrolytic cleavage, AAB could metabolize not only cellulose derivatives but also other hydrolyzable organic compounds (or their breakdown products) present in FPD. Many biodegradable polymers owe their degradability to the abundance of various hydrolyzable bonds, which are targeted by diverse hydrolases such as esterases (e.g., lipases and phosphatases), glycosidases, and proteases (Shah et al. 2014). These enzymes are widely distributed across microorganisms, including AAB. In general, non-hydrolyzable polymers are considered less biodegradable than their hydrolyzable counterparts (Narancic and O’Connor 2019).
Since some organic compounds in FPD, such as biphenyl derivatives and organobromides, require dehalogenation, AAB with specific dehalogenases could effectively carry out this biodegradation step. Zhurenko et al. (2003) reported a case of dehalogenation in Gluconobacter oxydans IBRB-2 T, where the bacterium used 2,4,5-trichlorophenoxyacetic acid as its sole carbon and energy source, initially producing phenoxyacetic acid, followed by methyl-2,6-dioxo-4-hexenoic acid. Additionally, 'ene' reductase from G. oxydans can perform a different type of dehalogenation—debromination of organic compounds, such as bromoesters (Nakano et al.
Comments (0)